

-
-
-
Tổng tiền thanh toán:
-
29 JUNE 2021
THỤ ĐỘNG HÓA BỀ MẶT
Khi nhà máy có thiết bị mới trước khi đưa vào sử dụng cần qua một số bước, trong đó THỤ ĐỘNG HÓA BỀ MẶT là một bước cần thiết nhằm tránh làm hư hỏng, ăn mòn các bề mặt tiếp xúc trực tiếp với hóa chất và sản phẩm của thiết bị trong quá trình vận hành.
Để hiểu về THỤ ĐỘNG HÓA BỀ MẶT chúng ta cần tìm hiểu một chút về vật liệu chế tạo thiết bị là Inox 304/Thép không gỉ. Thép không gỉ là hợp kim của sắt, chứa khoảng 10.5% Crom. Trạng thái bị oxy hoá của crôm thường là crôm ôxit(III) - Cr2O3 . Khi crôm trong hợp kim thép tiếp xúc với không khí thì một lớp crom III oxit rất mỏng xuất hiện trên bề mặt vật liệu; lớp này mỏng đến mức không thể thấy bằng mắt thường, có nghĩa là bề mặt kim loại vẫn sáng bóng. Chúng hoàn toàn không tác dụng với H2O và không khí, nên bảo vệ được hợp kim bên dưới. Do đó ngăn ngừa được phản ứng của Fe và các chất khác với O2 tạo thành các oxit có màu (bị gỉ).
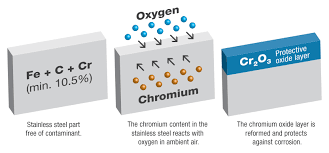
Để quá trình thụ động hóa xẩy ra hoàn hảo, bề mặt Inox phải hoàn toàn không có tạp chất gây bẩn. Ví dụ: Tại các mối hàn, vùng màu cháy nhiệt, là một trong những tạp chất phải được loại bỏ khỏi bề mặt. Đây không chỉ vì thẩm mỹ của sản phẩm gia công, mà còn là cách tạo điều kiện cho inox có thể tự thụ động, tạo lớp Cr2O3 bảo vệ bề mặt. Thành phần Cr trong Inox phản ứng với O2 trong không khí, tạo thành một lớp thụ động Cr2O3 trên bề mặt Inox. Mất từ 24 đến 48 giờ để đạt được một lớp thụ động thống nhất và ổn định. Trong thực thế người ta thường dùng acid Citric để thụ động bề mặt các thiết bị, đường ống,…với các bước sau:
-Tẩy sạch dầu mỡ
-Rửa bằng nước
-Tẩy gỉ sơ bộ
-Rửa bằng nước
-Định hình bề mặt
-Thụ động hóa bề mặt
-Rửa bằng nước
-Làm khô